


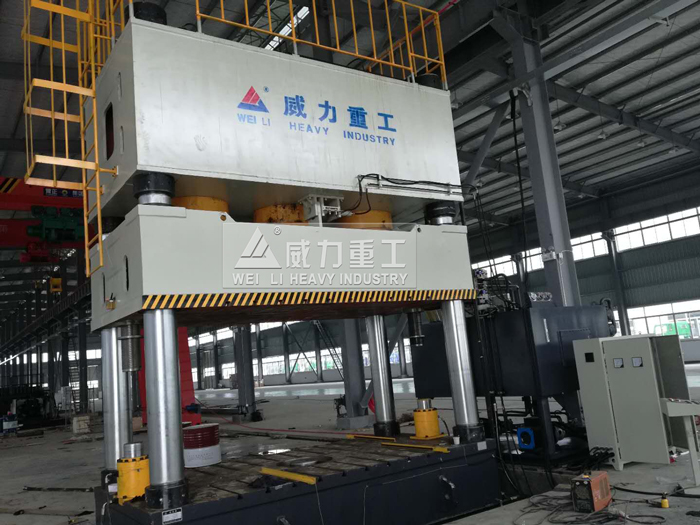
模压复合材料1000吨液压机
产品分类: SMC复合材料成型机
山东威力重工生产的模压复合材料1000吨液压机也称作玻璃钢模压成型机,适用SMC,BMC,FRP,GRP,GMT等复合材料...
订购热线:18306370978
模压复合材料1000吨液压机也称作玻璃钢模压成型机,适用SMC,BMC,FRP,GRP,GMT等复合材料的模压成型。机器参数如台面大小,开口,行程,速度等都可按照客户的要求定制。机器广泛应用于汽车(保险杠、底护板、导流板顶棚等)、铁路车辆(高铁动车内饰)、建材/建筑(水泥挡板、埋地管材等)和电子/电气领域(电表箱等)中的零、部件制品等热固及热塑性产品的成型工艺。
复合材料热压成型液压机要用于复合材料、SMC、玻璃钢材质、模塑料的热压成型压制工艺,满足压制工艺的各项要求。设备温度、固化时间、压力、速度均符合SMC/BMC材料的工艺特性;采用PLC控制,操作方便,工作参数可调;本设备可选配配备模内抽芯控制系统,预置模内顶出控制系统,可实现快速下行、分段与压制、分段放气、工作、保压、慢速开模、快速回程、慢速脱模、快速顶出、顶出停留、快速退回等一系列动作且温度能多点控制。
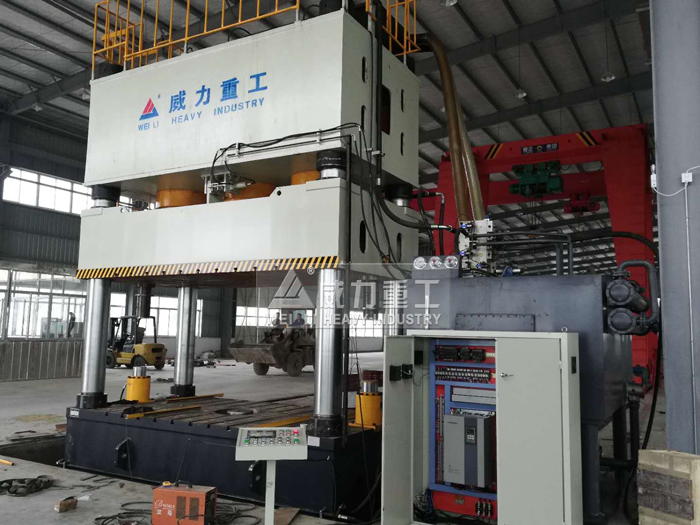
1000吨三梁四柱液压机
四柱液压机在复合材料应用范围广
模压复合材料1000吨液压机具有立柱和框架高刚度机身结构(可作多缸式和单缸式),保证滑块和工作台(即上模和下模之间)具有很高的平行精度和垂直精度,滑块下行具有很高的空程速度,有效的防止模压材料进入模具后产生固化现象,同时回程具有微开模功能,使模压制品成型后于与模具慢慢脱开,防止产品拉伤。该压机和保温时间均可以在规定范围内任意调节。
模压复合材料1000吨液压机性能特点:
1.液压控制系统采用插装式系统,动作可靠,使用寿命长,液压冲击小
2.采用PLC控制的电气系统,结构紧凑,工作灵敏可靠,柔性好
3.具有调整、手动、半自动等操作方式
4.机身强度高,平行度,垂直度高
一、液压系统
二、电气系统
三、安装调试

复合材料模压成型1000吨液压机各部件组成的结构特点:
一、液压系统
1、液压系统采用二通插装阀,结构紧凑,减少泄漏点,响应时间快。
2、主泵采用恒功率高压柱塞泵,浸油立式安装,减少了噪音,吸油效果好,提高了泵的寿命。(800吨为单泵)
3、主缸上面设有大容积的充液箱,保证快速充液,减少上压时间,增大散热面积,降低油温。
二、电气系统
1、电气箱箱体由专门的专业厂家制造,经喷涂完成,完全符合国家标准。
2、电气元件(没有特殊要求)均为国内优选件,质量可靠。
3、电气箱整体内部布线整齐,安装合理,所有均有标识和号码,清晰可辨,排列整齐。完全符合国家标准。
4、主控制箱与油箱一体,结构紧凑。并有可移动式操纵台。工作时必须双手按钮。提高了操作安全性。
三、安装调试
1、机器零件生产完毕后,在我厂由专业安装调试人员进行装配,厂内验收。完全符合标准后进行拆解、喷漆。
2、运输到贵厂我方还将派出技术人员免费进行指导安装、调试,进行培训。
复合材料液压机可选附件或功能:
*移动工作台
*冲裁缓冲装置
*光电保护装置
*触摸工业显示屏
*模具快速夹紧机构
*液压系统加热、冷却装置
*压边滑块、液压垫四角分别调压装置(拉伸不对称零件)
*触摸用浮动导轨和滚动托架
*行程、压力、数度数显数装控置
复合材料预浸料模压成型的过程主要包括两个方面,一是对模压料预热,二是模压成型温度控制。
一、模压料预热
在压制前,使用模温机将模压料预热,去除水分和其它挥发份,可以提高固化速率,缩短压制周期;增进制品固化的均匀性,提高制品的物理机械性能,提高模压料的流动性。
二、模压温度控制
模压过程中,模温机的作用主要包括装模温度控制、升温速率控制、成型温度和保温控制、冷却降温几个过程。
1、装模温度控制
模压料挥发份含量高,不溶性树脂含量低时,装模温度较低。反之,要适当提高装模温度。制品结构复杂及大型制品装模温度一般宜在室温-90℃范围内。
2、升温过程
指由装模温度到最高压制温度地升温速率。对快速模压工艺,装模温度即为压制温度,不存在升温速率问题。而慢速模压工艺,应依据模压料树脂的类型、制品的厚度选择适当的升温速率。模压成型模温机可通过编制的程序,按照一定的升温速率,完成模具升温过程。
3、达到成型温度
树脂在固化过程中会放出或吸收一定的热量,根据放热量可判断树脂缩聚反应的程度,从而为确定成型温度提供依据。一般情况下,先确定一个比较大的温度范围,再通过工艺-性能试验选择合理的成型温度。成型温度与模压料的品种有很大关系。模压复合材料1000吨液压机成型温度过高,树脂反应速度过快,物料流动性降低过快,常出现早期局部固化,无法充满模腔。温度过低,制品保温时间不足,则会出现固化不完全等缺陷。
4、保温过程
保温过程作用是使制品固化完全和消除内应力。保温时间的长短取决于模压料的品种、成型温度的高低和制品的结构尺寸和性能。模压成型模温机采用导热油为传热介质,温度可保持在300℃,控温精度可控制在±0.1℃。
5、降温冷却过程
在慢速成型中,保温结束后要在一定压力下逐渐降温,模具温度降至60℃以下时,方可进行脱模操作。模温机降温方式有自然冷却和强制降温两种。
快速压制工艺可不采用降温操作,待保温结束后即可在成型温度下脱模,将制品从模压复合材料1000吨液压机模具内取出,然后进行必要的辅助加工即得产品。




推荐资讯
威力产品系列products center
联系威力
全国咨询热线:18306370978
QQ号:2335649786
公司传真:0632-5850026
邮箱:2335649786@qq.com
公司地址:山东省滕州市经济开发区春藤东路999号